


德国政府对“工业4.0”的支持不遗余力,即使从宣传角度也已经做到了极致。德国教育与研究部、德国经济与技术部、德国国家科学与工程院、德国科学研究联盟是核心,它们提出并支持了绝大部分的智能制造相关计划和项目;德国人工智能研究中心和弗劳恩霍夫研究所利用其自身优势和设施为智能制造发展提供关键的知识储备、试验环境和合作平台;“工业4.0”平台、“东威斯特法伦-利普”智能技术系统尖端研究组等区域组织和行业协会是智能制造概念探索和技术联合的有力推动者;以西门子为代表的企业则将“工业4.0”带到了现实,推向了世界。

“工业4.0——从愿景到现实”项目生产线示意
一、工业4.0——从愿景到现实
工业4.0 是“智慧工厂”计划的演示验证项目,通过10家合作企业的共同努力,所开发的创新生产线实现了工业4.0关键方面的实际应用。该项目所采用的架构和基础结构如下:
——架构。模块间无直接连接(包括机械、电气和通信);面向生产线柔性配置的模块化系统结构;面向独立的拓扑推导的邻近区域自动探查;面向真实插入并生产的热插拔能力。
——基础结构。基础结构主干网由复杂基础结构开关组成;主干网中面向模块防护的安全组件;完整的能耗建档与可视化表达;物理工厂状态发送到数字工厂。

“工业4.0——从愿景到现实”项目示意
思科公司利用工厂连接架构将IT系统和运行技术系统会于一体,构建集成的企业智能引擎。思科工厂连接解决方案是一个端到端架构,可以实现增强的工厂网络安全、更快的决策和性能提升、快速的网络部署以及提升的系统正常运行时间和可视度。
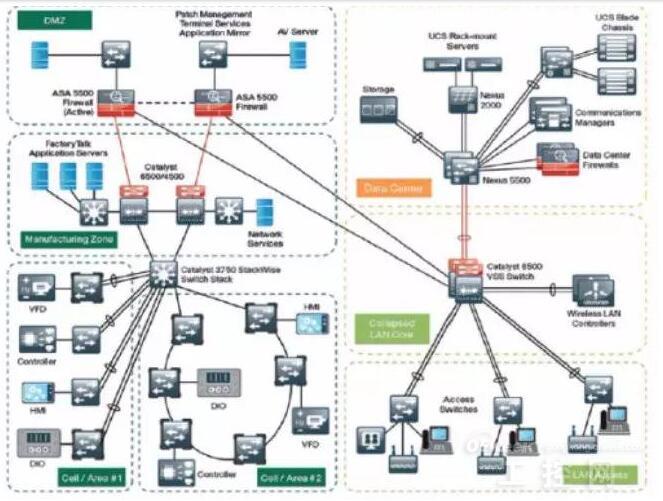
思科公司“工厂连接”解决方案
FESTO公司的模块化雕刻机用铣床给名片夹底座进行雕刻。作为赛博物理系统的初级阶段,雕刻机的料台模块配备了小巧的控制器和以太网接口,实现全部功能并能自我诊断。在加工中,智能夹持模块通过RFID将数字产品记忆初始化,生成生产通知单,之后由ERP系统加载。雕刻工作根据产品记忆进行,一个综合服务器保证不同模块间的无问题交互,工厂拓扑、工件特定能耗和状态消息转移。
哈挺公司的压力配合模块通过机器人将带有RFID的外壳底座和外壳盖组合到一起。连续的接口标准化是工业4.0环境下模块化的基础,是智慧工厂的关键也是挑战。此外,模块化连接器形成了机电骨干网,智能电力网络单元接管了数据和电力管理,收集了操作状态相关的信号,只有智能基础结构才能确保所有工业生命线的管理。

哈挺公司“压力配合”模块
HIRSCHMANN和光尔格自动化公司的安全连接是协同的基础结构协同解决方案,包括安全网络设备、可管理的I/O模块、连接器和导线,在智慧工厂中实现极为高效的通信。
LAPP公司的质量控制模块使用高分辨率摄像头进行产品终检,并且完成名片夹的试运行。质量控制的结果存储在产品RFID标签中,双轴的拾取单元负责分开次品。模块通过与工业以太网的完全联网实现了工业4.0愿景,传感器、执行器的连接难题得到解决。
MiniTec公司的人工工作台高度可以电动调节,名片夹在这里使用基于增强现实的指导完成组装。生产工艺更加高效的同时,人员也需要提升生产率,这个工作台通过更大的柔性实现了这一点。

连接以太网的人工工作台
凤凰CONTACT公司的激光标记模块利用产品自身的数字生产记忆完成雕刻,在工艺步骤前后,生产记忆通过RFID读取和更新。
proALPHA公司提供了ERP系统,基于一个服务导向的集成平台,它确保子系统间实现纵向与横向集成。随着工业4.0的实施,物联网来到工厂,它被表征为ERP系统纵向集成进生产,以及不同系统的横向、跨制造商联网。未来,由于私有技术和功能的发展,“网络化制造环境中的自适应服务”将是工业4.0计划的重要项目。
博世Rexroth公司的夹子安装模块通过RFID读取产品记忆,然后利用分散式智能自主完成安装。通过开放内核工程,模块的开放控制还能执行高级程序语言创建的功能,满足所有功能安全要求。分散式智能、开放式接口以及IT与自动化世界的连接,使得该模块能轻易集成到每个工业4.0应用中。

博世公司的RFID系统
西门子公司的产品寿命周期管理(PLM)解决方案,针对赛博物理生产系统的开发,以及信息和数据在开发和增值的所有阶段持续使用的控制,提供了所需的方法和建模技术。在赛博物理生产系统中,单个生产模块独立地组织和优化零件生产,这就需要预先仿真。完整的工厂数字数据向所有决策者提供,用于特定问题仿真的具体模型可以在任何时间得到。在未来的自主生产工厂中,控制这种技术复杂度需要为系统、工厂及其运行的设计和构建开发相应的软件工具。
项目合作伙伴主要任务
二、关键生产线
关键生产线是“智慧工厂”计划的演示验证项目,旨在展现能够描绘第四次工业革命中心特征的三个范本:智能产品,通信机床(即智能机床),辅助操作员(即增强的操作员)。
——智能产品。智能产品的指导思想是将工件的作用扩展成制造系统的一个能动部分,产品接收记忆,任务和生产要求在其中储存,产品自身能够控制其生产。
——智能机床。智能机床的范本描述的是机床成为赛博物理系统的过程,即带有本机控制智能的自动化组件,通过开放网络和语义描述,与其它机床、生产线和产品进行通信。
——增强的操作员。增强的操作员的核心目标是支持人在生产工厂的中心作用,以处理日益增加的技术复杂度,这要通过环境敏感(上下文相关)的信息供给,以及将用虚拟信息丰富现实世界,即增强现实。
2013年,德国人工智能研究中心在汉诺威演示验证了这个试验性工厂,依靠整条生产线,第四次工业革命的相关特征利用创新的信息和通信技术得到放大,模块化制造生产线展示了卓越产品的柔性生产。关键生产线由订单拾取站、铣削加工站、自动装配站、人工工作台组成,柔性地夹持、机械加工和装配产品组件(外壳盖、外壳底座和印刷电路板)。
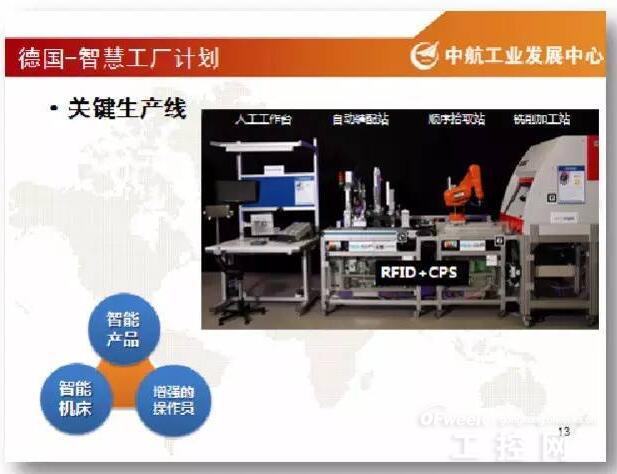
关键生产线
(一)订单拾取站
订单拾取站的中央控制单元使用一个内嵌控制器,在新生产指令通过运行接口发布后,生产数据中的特定生产参数传送到内嵌控制器。在整个寿命周期中,产品自身的语义记忆中携带着这些信息。数字产品记忆通过附在外壳盖内侧的RFID芯片实现,数据类型使用了对象记忆模型(OMM)。在生产工艺执行中,内嵌控制器和其它自动化组件(如机器人、机床控制单元)之间发生信息交换,通过与服务器和通用互联网标准的纵向与横向集成,实现不同系统和邻近模块之间的直接通信。在产品记忆初始化后,机器人成为仓储、铣床和自动装配之间的连接器,在生产各步骤之间,生产的当前状态总是通过RFID读/写模块在产品记忆中进行注册和更新。加工完成后,内嵌控制器等待装配站的批准,之后机器人把产品放置在智能产品托架上。
(二)铣削加工站
铣削加工站通过工业计算机控制,根据用户要求对产品外壳盖进行个性雕刻,机床的装载通过机器人全自动完成。外壳盖放置在工件卡盘上后,气动台式虎钳自动闭合,然后加工开始。基于外围工艺控制概念,铣削工艺的生产数据由产品RFID标签携带。在这些数据中,铣削程序由内嵌控制器创建,机床子程序动态编排为序列化程序。精加工后,机器人取走外壳盖。
(三)自动装配站
产品使用即插即用单元夹持并由不同的压力单元组装,特殊的工艺候选方案根据数字产品记忆中的存储数据选择。自动装配站演示第四次工业革命的关键方面,基于赛博物理系统(CPS)表明优化资源的、自适应的生产工艺。一个智能产品托架作为实现CPS的原型进行演示,它不仅负责装配单元的物料流,它还通过嵌入式传感器技术、本机决策智能以及与生产控制的无线通信,主动影响生产工艺。工件托盘的传送带速度可根据客户选择调整(资源节约或临时优化)。基于服务导向架构和嵌入式系统,自动装配站还展示了一些创新的控制概念,不同电子设备像封装网络服务一样通过微控制器提供各种功能。模块化工艺流利用互联网技术通过网络服务请求控制自适应生产工艺。其中一个压力单元可以使用即插即用原则交换,新的集成单元可以被自动识别,立即投入使用。关于生产工艺的资源节约配置方面,资源消耗的智能测量和可视化概念是另一个项目“由环境激活的机-机通信实现资源节约”(RES-COM)的成果。
(四)人工工作台
人工工作台完成组装工艺,还能进行质量控制和产品激活,工人由信息和通信技术支持。通过使用可视化技术的增强现实,单一指令变为3D动画进入现实工作环境,复杂的组装工艺可以易于理解的方式进行解释。为了描述虚拟装配指导,开发了智能文档格式,特别适合赛博物理系统。通过它,工艺信息可以直接从产品RFID标签检索到,用于高效支持工人操作。
三、结束语
两个项目从一个小名片夹和小卡片入手,演示了“工业4.0”的三个范本——“智能产品,智能机床,增强的操作员”。智能产品,利用存储和接收的数字记忆,它自己就能控制产品的生产过程,并且串起了全寿命周期的产品状态信息。(当然,这是有局限的,比如会改变工件外形的冷热加工就不一定适用)智能机床,内置外形自适应加工模块、原位动态建模仿真能力,能够自动生成数控程序(更重要的是,这些功能是即插即用的,并不一定要研制新的机床来实现)。增强的操作员,则体现了其以人为本理念,充分调动其主观能动性,实现个性化与高效化的结合(至少不是无人化工厂的奇葩概念)。
上机器人就是智能化,增材制造就是智能制造,这样的错误观念曾经很有市场。我们还是要搞清楚目的目标是什么,精益、柔性、高效、节能、高质量、低成本,这才是永恒的,而不能片面为了追求智能化而智能化。搞自动化,全都用机器代替人了值不值得?搞信息化,管理流程理不顺会不会反倒出现了新瓶颈?搞数字化,全寿命周期所有过程都能建模仿真是不是就有用?搞网络化,所有环节和要素都互联互通了能干什么?搞智能化也是一样的,是否理解了智能化的含义,到没到非要搞智能化那一步?前四化都达到了一定水平了么?当前挑战和未来需求是不是别无他法解决了?只是技术原因而没有管理问题?也许这才是我们面对新工业革命更应该关注的问题。我们的生产力是否下一步就要迈向“工业4.0”了?从生产关系上,我们有没有做好迎接“工业4.0”生产力的准备呢?






